線性軸是預(yù)加工單元,具有精確的導(dǎo)向和驅(qū)動(dòng)元件。因此,對(duì)于可以在短時(shí)間內(nèi)安裝并投入運(yùn)行的機(jī)器和系統(tǒng)而言,線性軸及其變化是具有成本效益且極其緊湊的部件。
線性軸的選擇可基于以下標(biāo)準(zhǔn):
起動(dòng)扭矩是克服發(fā)動(dòng)機(jī)靜摩擦所需的驅(qū)動(dòng)扭矩并啟動(dòng)該動(dòng)議。
定位重復(fù)性:當(dāng)定位重復(fù)性時(shí),從同一起始點(diǎn)在一個(gè)方向上多次接近任意點(diǎn),可以測(cè)量到與目標(biāo)值的偏差。這個(gè)過(guò)程在不同的點(diǎn)上重復(fù)。最大和最小偏差之差的±50%為定位重復(fù)性。
位置精度:測(cè)量定位精度時(shí),在一個(gè)方向上接近多個(gè)點(diǎn),并測(cè)量目標(biāo)移動(dòng)距離和實(shí)際移動(dòng)距離之間的差值。位置精度是絕對(duì)最大差值。
運(yùn)行平衡性:百分表集中安裝在托架上,并在整個(gè)行程中移動(dòng)。運(yùn)行平行度是測(cè)量值之間的最大差值。
滾珠絲杠副間隙:滑塊裝置由滾珠絲杠頂著千分表作為參考點(diǎn)移動(dòng)。然后,通過(guò)外力在同一方向上加載托架,然后卸載。齒隙是基準(zhǔn)點(diǎn)和加載和卸載后位置之間的最大差值。
滾珠絲杠的起動(dòng)扭矩:?jiǎn)?dòng)扭矩是克服系統(tǒng)靜摩擦和啟動(dòng)運(yùn)動(dòng)所需的驅(qū)動(dòng)扭矩。
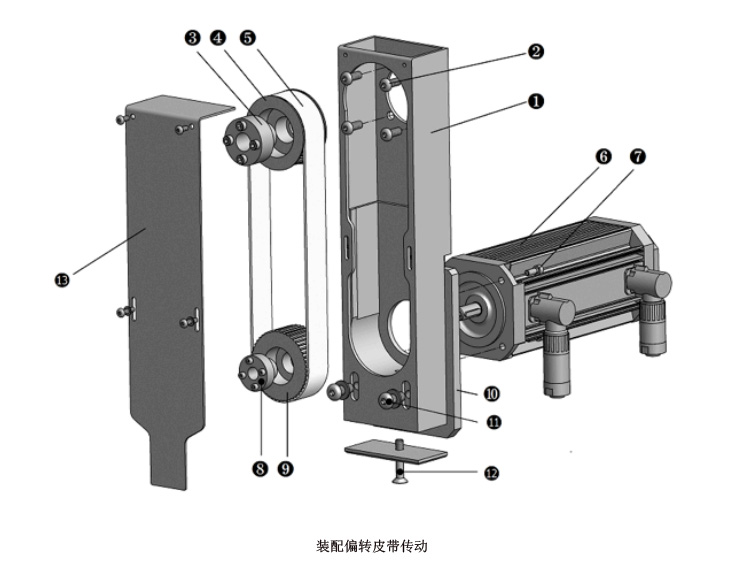
在直線軸上裝配偏轉(zhuǎn)皮帶傳動(dòng)裝置,以及帶有螺旋傳動(dòng)裝置的直線工作臺(tái)
對(duì)于AXC、AXF、AXDL和AXLT系列的帶螺旋傳動(dòng)的直線軸偏轉(zhuǎn)皮帶傳動(dòng)的裝配,必須遵守圖3.15中的以下步驟:
1.用緊固螺釘2將偏轉(zhuǎn)皮帶傳動(dòng)1的殼體安裝在線性軸上的所需位置。
2.將帶有夾緊輪轂3的齒帶盤(pán)4插入直線軸的軸上,并按照表3.6中規(guī)定的擰緊力矩?cái)Q緊螺釘。
3.輕輕擰緊驅(qū)動(dòng)適配器10的緊固螺釘11。
4.用驅(qū)動(dòng)器適配器10上的螺釘7固定驅(qū)動(dòng)器6。
5.將齒帶盤(pán)9和夾緊輪轂3一起插入驅(qū)動(dòng)軸上,并按照表3.6中規(guī)定的擰緊力矩?cái)Q緊螺釘。
6.插入齒帶5。
7.齒帶張力(考慮驅(qū)動(dòng)軸的允許負(fù)載能力,如有必要,降低齒帶張力并按比例降低驅(qū)動(dòng)扭矩):
a、 靠扭矩
用涂油的張緊螺釘12將張緊板緊固在驅(qū)動(dòng)適配器10上。用緊固螺釘12
表3.5中規(guī)定的擰緊力矩。考慮驅(qū)動(dòng)軸的額定值,如有必要,減小扭矩。
b、 通過(guò)頻率測(cè)量設(shè)備工具SPBELTPRO-SW(識(shí)別號(hào)372992)
用涂油的張緊螺釘12將張緊板緊固在驅(qū)動(dòng)適配器10上。擰緊張緊螺釘12。用金屬銷連接齒帶,并用頻率測(cè)量裝置測(cè)量本征頻率。當(dāng)達(dá)到表3.5中的值時(shí),齒帶張力正確。
c、 通過(guò)NTN-SNR齒帶張力測(cè)量裝置
將測(cè)量裝置組裝到驅(qū)動(dòng)適配器10上。擰緊張緊螺釘,直到達(dá)到表3.5中的值。
8.用所需的擰緊力矩?cái)Q緊驅(qū)動(dòng)適配器10的緊固螺釘11(使用NTN-SNR測(cè)量裝置時(shí),拆下這些螺釘,并用張緊板和張緊螺釘關(guān)閉偏轉(zhuǎn)皮帶驅(qū)動(dòng))。
9.用蓋13關(guān)閉偏轉(zhuǎn)皮帶傳動(dòng)裝置。